Hydrogen is recognized as the fuel of the future and for very good reasons as well. One benefit is the generation of a new source of energy that is pollution-free and hence environmentally suitable. Of all the methods to produce hydrogen, water PEM electrolyzer technology , which is efficient in the production of hydrogen using water, is proton exchange membrane (PEM), which was developed in the 1970s of the twentieth century by the General Electric Company and has now been commercialised. PEM technology is just one level lower than the scale of maturity of alkaline water electrolysis technology.
Understanding Proton Exchange Membrane (PEM) Water Electrolyzers
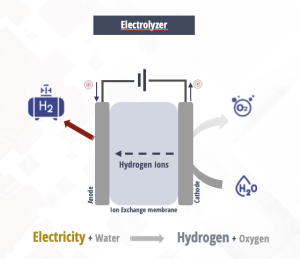
The Basic Principle
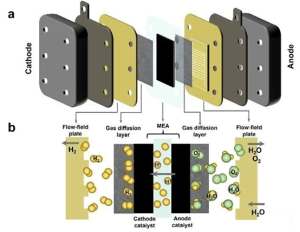
The working principle of hydrogen production in PEM water electrolyzers is anchored on the employment of a non-porous solid polymer as a membrane between the electrolyte and the cathode. At the anode, water molecules are oxidised to give oxygen; at the cathode, hydrogen ions move across the proton exchange membrane, which, with electrons, forms an electrical field to form hydrogen. The proton exchange membrane comprises hydrogen ions, which are transported from one sulfonic acid group to the other in the form of hydration for ion conduction.
Chemical Reaction Formula
The overall chemical reaction can be summarized as:
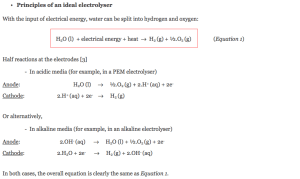
This reaction underscores the simplicity and efficiency of PEM water electrolysis.
Structure of PEM Electrolyzer
PEM electrolyzers , in fact, include the anode and the cathode electrodes and a proton exchange membrane, which is often part of the electrode catalyst. A consequence of high proton conductivity is that PEM-based electrolyzers are capable of functioning at high production current, which enhances the techno-economic efficiency of the electrolysis process.
This has made a thin proton exchange membrane that decreases resistance losses and enhances the overall efficiency of the system. Efficiency of PEM electrolyzers is 74–79%; however, utilization of costly metals such as platinum and expensive NafionTM membranes inhibits them from a commercial- scale opportunity. So, current research is oriented on the usage of less expensive metals in the closes and the search for cheaper materials for proton exchange membranes.
Compared with Nafion, other organic polymer materials like PBI, PEEK, and PS have similar characteristics but lower cost and promising application prospects. These materials have favorable mechanical, chemical, and thermal characteristics and a poor proton conduction rate at the beginning, yet they can be adjusted by proton acid doping, can obtain good proton transference, and meet the technological specifications of polymer film electrolysers.
Key Components of a PEM Electrolyzer
Proton Exchange Membrane
The essence of the system, proton exchange membrane, is usually manufactured from perfluorosulfonic acid polymers including Nafion™. These membranes possess good proton transit number, chemical stability, and in addition, efficient gas barrier property.
Electrodes: A solid oxide electrode possesses the characteristics of both the electrode and the catalyst layer of a fuel cell.
Catalyst layers are attached to the electrodes, the common material which can be platinum or iridium. These promoters improve the favors of the electrochemical reactions.
Structure and Layout
Standard PEM electrolyzers come with an integrated electrode and membrane in an effort to reduce interfacial resistance and increase effectiveness.
Advantages of PEM Water Electrolyzers
PEM electrolyzers are more advantageous than alkaline electrolyzers because like in the case of our system they do not use electrolytes instead they only use pure water. Membranes based on proton exchange are characterized with high chemical stability, good proton conduction and good separation of the gases. In the present, Nafion™ perfluorosulfonic acid membranes of the solid-state form are the most commercialized membranes.
PEM electrolyzers can present high efficiency, enhanced mechanical strength, chemical stability, fast proton conductivity, great selectivity for gases, and ease of mobility as compared to conventional liquid electrolytes such as alkaline or acidic electrolytes.
The PEM electrolyzer has the capacity to run at high currents and its selectivity for hydrogen production is not threatened.
Pure water electrolyzers also does not require equipment corrosion by the electrolyte and enhances its safety. Catalytically active precious metals or precious metal oxides incorporated into a Nafion™ membrane to fabricate a Membrane Electrode.
High Efficiency
PEM electrolyzers have high current densities and the efficiency ranges from 74% to 79%.
Purity and Safety
These are so because the use of pure water minimizes the formation of minimal electrolytes and hence the safety of the equipment, minimising rates of equipment deterioration.
Durability and Stability
It has been established that the hardware has been designed and made using extremely durable materials and therefore can endure demanding the toughest environments.
Challenges in PEM Technology
Cost of Materials
Exploitation of costly solutions such as platinum and Nafion™ membranes is one of the limiting factors towards the adoption of the technology across various fuel cells.
Scalability Issues
This is because scaling PEM technology for large-scale applications is still difficult based on cost control of materials and production.
Advances in PEM Technology
This section covers other materials that can be used in creating membranes with specific reference to potential new horizons for membranes in engineering.
Other promising materials include PBI, PEEK, and PS, all of which have similar performance capability at significantly lower cost.
Catalyst Innovations
Applicable sacrifices made towards the decrease in utilization of platinum through alternative catalysts are rising to the occasion as cost-effective ideas.
Uses of PEM Electrolyzers
Renewable Energy Integration
PEM electrolyzers are suitable for green hydrogen generation through renewable power sources such as solar energy and wind energy.
Industrial Applications
Applicable industries of PEM hydrogen production include fuel cells, ammonia synthesis, and energy storage.
Future trends on PEM electrolyzers
Research Directions
Focus is made on the innate cost-effective methods of making these membranes so as to make the overall process cheaper and with higher efficiency.
Global Projects and Adoption
Many countries of the world are contributing significantly towards large-scale PEM electrolyser schemes, which indicate great prospects for this type of technology.
Proton Exchange Membrane water electrolyzer hydrogen production can be said to be a radical shift from conventional techniques. Due to the high efficiency, safety, and flexibility of operation, it is a foundation of the renewable energy industry. As new research and development progress, PEM technology is seen to spearhead the shift to a hydrogen economy. Over the past decade, the global PEM water electrolysers hydrogen production demonstration projects have rapidly developed, and the number and scale of projects have continued to grow each year.
FAQs
1. What are PEM water electrolyzers?
It’s a method of producing hydrogen by splitting water molecules using a proton exchange membrane.
2. Why is PEM technology considered safer than alkaline electrolyzers?
PEM technology uses pure water instead of liquid electrolytes, reducing the risk of leaks and corrosion.
3. What are the primary materials used in PEM electrolyzers?
Key materials include NafionTM membranes and precious metals like platinum for catalysts.
4. How does PEM technology integrate with renewable energy?
It converts excess energy from solar or wind into hydrogen, which can be stored and used later.
5. What are the future prospects for PEM water electrolyzers?
Advancements in materials and scaling techniques promise wider adoption and lower costs.