One-stop chemical etching services help buyers turn flat metal drawings into finished precision components. Chemical etching creates the shape, holes, slots, and fine patterns. Secondary processes such as plating, forming, polishing, cleaning, and inspection help the part meet final assembly needs.
For OEM projects, this matters. A precise etched blank may still need conductivity, solderability, corrosion resistance, bending, or cosmetic finishing. When these steps are handled by different suppliers, quality control becomes harder.
A one-stop chemical etching supplier can review the full process before production. This helps reduce design risk, communication cost, and final part variation.

Why One-Stop Chemical Etching Services Matter for Custom Metal Parts
Many buyers first ask for chemical etching services because they need precise flat metal parts. But the real project often needs more than etching alone.
A speaker grille may need polishing or black coating. A copper contact may need tin or gold plating. A stainless steel filter may need cleaning, inspection, and protective packaging.
When each step goes to a different supplier, small problems can appear. Plating may reduce hole size. Bending may change final dimensions. Polishing may affect surface consistency.
One-stop chemical etching services solve this problem by connecting each process step. The supplier can review the drawing, material, tolerance, surface finish, and final use together.
What One-Stop Chemical Etching Services Include
One-stop manufacturing means the supplier supports the part beyond the etching stage. It does not mean every part needs every process. It means each required process can be reviewed as one production flow.
For buyers, the main value is control. One supplier can check how chemical etching, plating, forming, and surface finishing affect the final part.
Chemical Etching as the Core Process
Chemical etching is a precision metal etching process that removes selected metal areas with controlled chemistry. A photoresist pattern protects the areas that should remain.
This process creates burr-free and stress-free metal parts. Burr-free means the edges do not have raised mechanical cutting residue. Stress-free means the process does not force or deform the metal with hard tooling.
Based on TMNetch production data, our chemical etching process can support metal sheets from 0.01 mm to 2.5 mm. Under suitable design conditions, etching tolerance can reach ±0.025 mm.
Chemical etching is useful for stainless steel, aluminum, copper, brass, titanium, nickel alloys, and other precision metals. It works well when the part needs thin material, fine openings, or complex patterns.
One-Stop Chemical Etching Services vs Fragmented Multi-Supplier Processing
A fragmented process may look cheaper at first. One supplier etches the part, another supplier plates it, and another supplier bends or polishes it.
This can work for simple projects. But it can create risk when the part has tight tolerances, fine holes, or cosmetic requirements.
For example, plating adds a thin metal layer to the surface. This layer can reduce hole diameter and slot width. If the etching supplier and plating supplier do not review this together, the final part may fail inspection.
A one-stop workflow reduces this risk. The supplier can define whether the tolerance applies before or after surface finishing. This is important for precision etched metal components used in electronics, automotive, audio, and industrial products.
Etching vs Stamping or Laser Cutting for Fine Metal Parts
Chemical etching is not the only metal cutting process. Stamping and laser cutting also serve many industrial projects.
Stamping is strong for high-volume parts with stable designs. Laser cutting is useful for thicker parts or larger outlines. Chemical etching is stronger when the design needs fine holes, thin webs, burr-free edges, and fast design changes.
For small holes and high-density patterns, chemical etching often gives better design freedom. This is why it is widely used for speaker grilles, filters, encoder disks, EMI shields, and electrical contacts.
Minimum Hole Size and Pitch: Why Etching Gives More Design Freedom
Minimum hole size and pitch affect both function and cost. Pitch means the center-to-center distance between two holes.
In chemical etched parts, minimum hole size depends on material thickness, alloy type, aperture shape, and tolerance needs. A practical early design rule is to review the minimum hole and web width against the sheet thickness.
For example, on a 0.10 mm stainless steel sheet, engineers may start review with hole openings close to the material thickness. If the web width is also 0.10 mm, the first pitch target may start near 0.20 mm. Final feasibility still depends on the drawing and application.
Stamping usually needs stronger webs and more clearance to protect the punch. Laser cutting may struggle with very dense micro holes because heat can affect edge quality and hole consistency.
For custom chemical etching, TMNetch can review hole size, slot width, web width, and pitch before tooling. This helps engineers avoid weak structures and unstable aperture quality.
Plating for Etched Metal Parts: When Is It Needed?
Etched parts plating is common when the final component needs better electrical or surface performance. Plating deposits a thin metal layer onto the part surface.
Not every etched metal part needs plating. A simple stainless steel shim may use the base material directly. But electrical contacts, lead frames, battery tabs, and EMI shielding parts often need a controlled surface layer.
Tin plating can improve solderability. Silver and gold plating can improve contact performance. Nickel plating can improve corrosion resistance and act as a barrier layer.
For plated etched components, plating thickness must be considered early. Fine holes, narrow slots, and mesh openings may become smaller after plating.
Surface Finishing for Etched Parts: More Than Appearance
Surface finishing for etched parts includes polishing, brushing, black coating, passivation, cleaning, and other treatments. If polishing will be outsourced separately, use this metal polishing service provider comparison to identify the capabilities that should be confirmed. These processes help the part meet visual, assembly, or environmental requirements.
For speaker grilles, surface finish affects both appearance and product feel. A grille used in consumer electronics may need a smooth finish, consistent color, and clean hole edges.
For industrial filters, surface finish may affect cleaning behavior and corrosion resistance. For medical or automotive parts, surface quality can also affect long-term reliability.
The right finish depends on the base material and final use. A custom etched metal parts manufacturer should review surface finish together with tolerance, flatness, and inspection needs.
Forming and Bending After Chemical Etching
Chemical etching usually starts with flat metal sheets. Many parts need forming or bending before final assembly.
Forming turns a flat etched part into a functional 3D component. It is common for spring contacts, EMI shields, clips, brackets, and connector parts.
The forming step must match the material thickness and bend radius. Bend radius means the inside curve of a bent part. If the radius is too small, the part may crack or lose spring performance.
Formed etched parts should be reviewed in both flat and formed states. Engineers should define which dimensions are critical after bending.
Burrs, Surface Cleanliness, and Edge Quality
Burr control is one of the main reasons engineers choose precision metal etching. Mechanical cutting and stamping can leave small raised edges.
These burrs may affect assembly, electrical contact, sound opening quality, or safety. Extra deburring can add cost and may damage small features.
Chemical etching removes metal by controlled chemical action. It does not punch or tear the sheet. This helps produce clean edges with low mechanical stress.
For visible parts such as speaker grilles, clean edges also improve appearance. For contacts and filters, clean edges help reduce assembly problems.
Custom Design Capability: Holes, Patterns, Logos, and Density Control
Custom chemical etching gives engineers strong design flexibility. It can create round holes, square holes, slots, micro openings, and complex outer shapes.
It also supports non-standard patterns. These may include shaped apertures, gradient hole density, etched logos, alignment marks, and half-etched bend lines.
Gradient hole density means the hole spacing or open area changes across the part. This can support acoustic tuning, airflow control, filtration, or visual design.
For audio products, this is useful. A grille for consumer electronics, car audio, or professional audio equipment may need both acoustic performance and brand appearance.
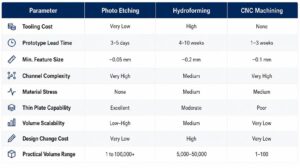
Prototype vs Mass Production: Cost Structure and Process Choice
Prototype cost and mass production cost follow different logic. Buyers should not judge them in the same way.
For prototypes, chemical etching has an advantage because it uses photo tooling. Photo tooling is faster and cheaper to modify than hard stamping tools.
If the hole pattern, logo, or aperture density changes, engineers can update the artwork. This supports faster design trials before final production.
For high-volume mature parts, stamping may become cost-effective when the design is stable. But hard tooling cost, tooling lead time, and design change cost must be included in the comparison.
Based on our production experience, chemical etching is often strong for small batches, pilot runs, and complex precision parts. It also supports batch production when the design needs fine features and burr-free edges.
Common Applications of One-Stop Etched Metal Parts
One-stop chemical etching services are useful when the part needs both precision shape and final surface performance.
Consumer Electronics
Consumer electronics often need thin, clean, and attractive metal parts. Examples include speaker grilles, decorative panels, shielding covers, and sensor parts.
Chemical etching creates fine holes and clean patterns. Polishing, coating, or color finishing can then improve the final appearance.
Automotive Audio
Automotive audio parts must balance sound, strength, and style. Speaker grilles may need dense holes, stable open area, and a durable surface finish.
Etching supports complex hole patterns and low burr risk. Surface finishing helps the part meet visual and corrosion requirements inside the vehicle.
Professional Audio Equipment
Professional audio devices often need stronger metal grilles and consistent acoustic openings. Small changes in opening size can affect airflow and sound transparency.
Chemical etched parts can support precise aperture control. Forming and surface finishing can then prepare the part for final assembly.
Electronics and Connectors
Electrical contacts, EMI shields, terminals, and lead frames may need both geometry and surface performance. Etching creates the shape, while plating improves conductivity or solderability.
For these parts, the supplier should review plating thickness and final tolerance together. This helps avoid poor fit or unstable contact performance.
Industrial Filters and Mesh Screens
Precision filters need accurate aperture size, clean edges, and stable flatness. Stainless steel, copper, titanium, and nickel alloys may be selected based on the fluid, gas, or working environment.
Secondary processing may include cleaning, passivation, inspection, and protective packaging. These steps help keep the filter clean before use.
Need Help Reviewing Your Etched Part Design?
If your part needs etching, plating, forming, or surface finishing, the safest step is early design review. TMNetch can check material, thickness, hole size, tolerance, plating impact, and finishing feasibility before production.
Send your drawing and application requirements to our team for a practical manufacturing review.
How Secondary Processing Affects Tolerance and Quality
Secondary processing for etched parts can change final dimensions. This is why buyers should define requirements before production.
Plating adds thickness to the surface. For fine holes or narrow slots, this can reduce the final opening size.
Bending changes flat parts into 3D shapes. The final angle, springback, and position tolerance depend on material thickness, bend radius, and part geometry.
Polishing and coating can affect surface appearance and final thickness. Inspection should match the final part state, not only the etched blank.
What Buyers Should Provide for a One-Stop Etching Quote
A clear RFQ helps the supplier choose the right process. It also reduces back-and-forth communication.
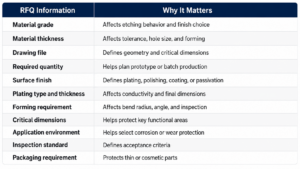
If you are unsure about material or surface finish, send the application details first. Our team can provide material recommendations based on your specs.
TMNetch One-Stop Chemical Etching Services and Manufacturing Capability
TMNetch provides one-stop chemical etching services for stainless steel, aluminum, copper, brass, phosphor bronze, titanium, nickel alloys, and other precision metals.
Based on TMNetch production data, our chemical etching process supports sheet thickness from 0.01 mm to 2.5 mm. Under suitable design conditions, etching tolerance can reach ±0.025 mm.
We also support secondary processing for etched parts. These options include plating, polishing, forming, laser cutting, cleaning, inspection, and packaging.
This workflow helps OEM buyers reduce supplier coordination. It also helps engineers control final dimensions after etching and finishing.
How to Choose the Right Secondary Process
The best process depends on the part function. Do not add finishing steps only because they are available.
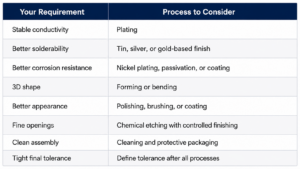
A good chemical etching supplier should help you avoid unnecessary costs. The goal is not to use more processes. The goal is to use the right process for the final part.
FAQ
1. What are one-stop chemical etching services?
One-stop chemical etching services include etching and related secondary processes. These may include plating, forming, polishing, cleaning, inspection, and packaging.
This helps customers receive more complete etched metal parts from one supplier. Our team can review your drawing and process needs before production.
2. Do chemical etched parts always need plating?
No. Chemical etched parts do not always need plating. Plating is only needed when the part requires better conductivity, solderability, corrosion resistance, or wear resistance.
Simple shims, masks, or structural parts may use the base material directly. Our team can provide material and finish recommendations based on your specs.
3. Does plating affect the tolerance of etched parts?
Yes. Plating adds material to the part surface. This can make holes, slots, and fine openings smaller.
For tight-tolerance parts, the drawing should state whether tolerance applies before or after plating. TMNetch can review this during the quotation stage.
4. Can etched metal parts be bent or formed after etching?
Yes. Many etched parts can be bent or formed after etching. This is common for spring contacts, EMI shields, clips, brackets, and connector parts.
The design should include bend radius, angle, and final inspection needs. Our engineers can check forming feasibility before production.
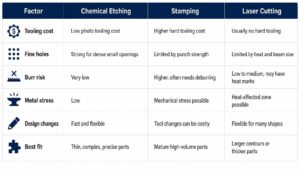
5. Is chemical etching better than stamping for small holes?
Chemical etching is often better for dense small holes, thin materials, and complex patterns. It does not need hard punch tools and does not create mechanical burrs.
Stamping can be cost-effective for very high-volume stable designs. The best choice depends on hole size, material thickness, quantity, and tolerance.
6. What materials can be used for custom chemical etching?
Common materials include stainless steel, aluminum, copper, brass, phosphor bronze, titanium, and nickel alloys. Each material has different etching behavior and finishing needs.
TMNetch can review material grade, thickness, surface finish, and application environment before production.
7. What information should I send for a quote?
Please send the drawing, material grade, thickness, quantity, tolerance, surface finish, and application requirements. If plating or forming is needed, include the required finish and final dimensions.
If you do not have a full specification yet, send your part function and working environment. Our team can help review the process route.
Conclusion
One-stop chemical etching services help buyers move from a flat metal drawing to a finished component. Chemical etching creates the precise shape, holes, slots, and patterns.
Plating, forming, polishing, cleaning, and inspection help the part meet final use requirements. These steps can affect tolerance, surface quality, assembly, and long-term performance.
For custom etched metal parts, early process review is important. It helps prevent hole size changes, plating buildup, bending issues, and avoidable cost.
If your project needs precision etched metal components with secondary processing, work with a supplier that can review the full production flow.
Get Finished Etched Metal Parts From One Supplier
Need etched metal parts with plating, forming, polishing, or surface finishing?
TMNetch can review your drawing, material, tolerance, and finishing requirements before production. Our one-stop workflow helps you reduce supplier coordination and receive parts closer to final assembly.