Many manufacturers often struggle to cut or shape metal parts with traditional metal fabrication methods. These methods usually cause high tooling costs, require long times, and end with burrs or metal distortions. This leads to headaches for precision-driven industries like aerospace, medical, and electronics.
Their production slows down and limits the design complexity inside the units. Photochemical etching solves these problems by using an advanced chemical process. You can remove the metal without heat or mechanical stress.
It produces clean, burr-free parts with complex shapes and fine details that traditional methods struggle to achieve. Read the blog to learn the working process of photochemical etching, the cost, and the production benefits for various industries.
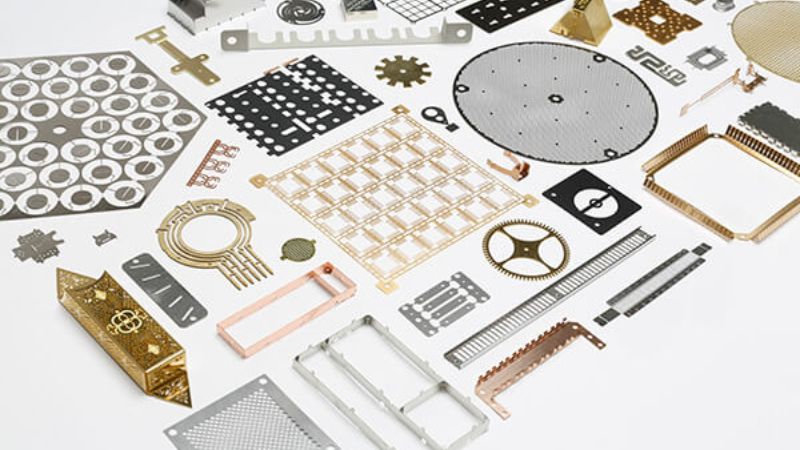
Table of Contents
What is Photochemical Etching And How Does it Work?
Photochemical etching is a precise and revolutionary metal machining process. It works on the principle of masking specific areas of metal with a photoresist layer. Then the metal is exposed to the unprotected areas to a chemical etchant.
The chemical reaction dissolves only the specific metal with fine details and clean edges. This process maintains the metal’s original properties. It is ideal for electronics, aerospace, and medical applications.
What is the Process of Photochemical Etching?
Photochemical etching is the simplest and easiest way to make metal parts with fine details. It works without bending, cutting, or using heat. The process needs a series of controlled steps. Each step needs care to keep the part accurate, clean, and burr-free. Here is a detailed overview of how does chemical etching works.
1- CAD to Phototool
The first step is to make the digital design with CAD. You can use computer-aided design software to draw the part. This file is then used to make a film called a phototool. It looks like clear and dark areas that control which part of the metal will be etched. This tool is very important and provides the exact shape of the part.
2- Cleaning and Coating
In the next step, you can clean the metal sheet with some mild detergent. Remove any dirt, oil, or oxide from metal. After you complete the cleaning, use a thin layer of photoresist and spray it onto the sheet. This coating is light-sensitive and will protect the areas that should not be etched.
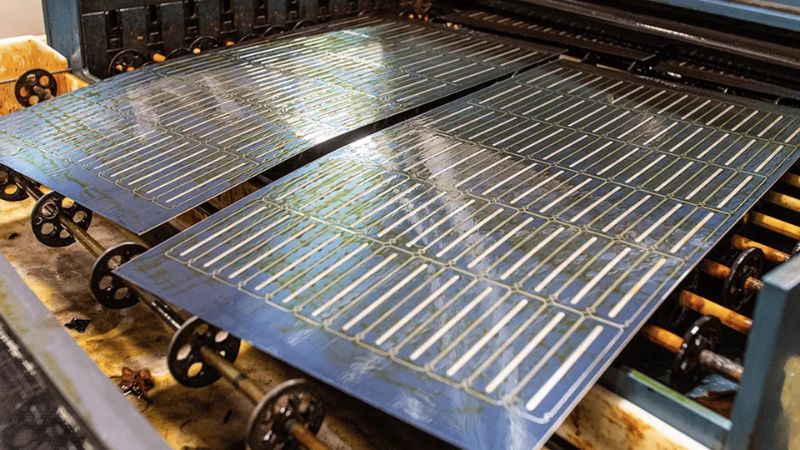
3- UV Exposure and Etching
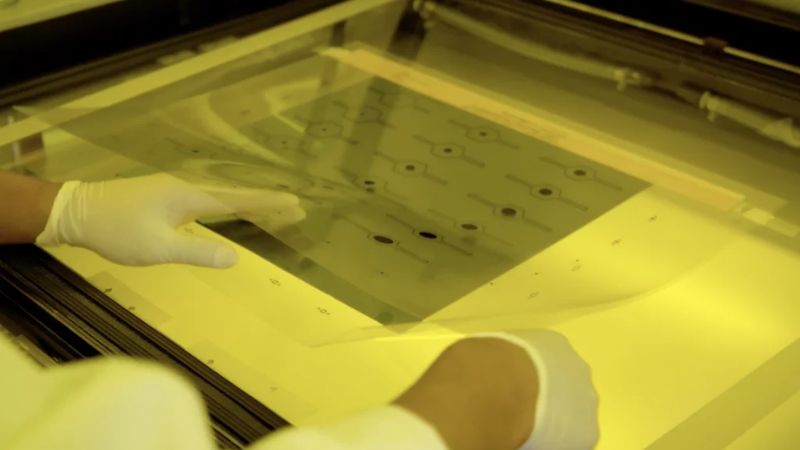
Now, your next move is to place the metal sheet under the phototool. UV light shines through the clear parts of the film. This light hardens the photoresist in the shape of the part. Then, the sheet goes into a chemical bath to remove the unprotected areas of metal. This is the actual etching step.
4- Stripping, Rinsing, and Quality Check

When you complete the etching on the specific part, then remove the remaining photoresist layer. Rinse the metal with clean water to remove any leftover chemicals. Your next duty is to check the etch part by manually analyzing size, shape, and edge quality. If the results meet the quality standards, it’s ready to move to the next process.
5- Lead Times for Prototypes vs Production
The prototype parts can be ready in 2 to 5 days. That’s because there’s no hard tooling. It only requires the film to be made. For larger production runs, lead times are still short, often 1 to 2 weeks. The process is fast, repeatable, and flexible, which makes it ideal for quick changes.
Photochemical Etching Materials and Thickness Limits

Generally, the photochemical etching materials work best with metals that are quickly chemically reactive and stable. The metals you use in photochemical etching must be compatible with the photoresist coating. Here are the details of photochemical etching materials you can use for this process.
Common Metals Used in Photochemical Etching
Photochemical etching supports a wide range of industrial metals:
- Stainless Steel (Fe–Cr–Ni)
- Copper (Cu)
- Nickel Alloys (e.g., Ni–Cr–Fe)
- Titanium (Ti)
- Aluminum (Al)
- Brass (Cu–Zn)
- Beryllium Copper (Be–Cu)
- Phosphor Bronze (Cu–Sn–P)
- Molybdenum (Mo)
Thickness Limits in Photochemical Etching
Photochemical etching is most effective for metal sheets that have a thickness range from 0.025 mm to 1.5 mm. When the metal thickness is below 0.025 mm, it becomes fragile and demagnetized during the process. Furthermore, the above 1.5 mm requires more etching time and imposes a limitation on design accuracy.
In real production, material capability matters as much as theory. This is where experienced photochemical etching services make a difference.
TMNetch works with a wide range of photochemical etching materials, including stainless steel, copper, nickel alloys, and specialty metals, while supporting stable processing across thin and mid-range thicknesses. By fine-tuning etch chemistry and artwork compensation, TMNetch helps customers push material limits without sacrificing dimensional consistency or edge quality, even on larger sheet formats.
Photochemical Etching Uses
You probably interact with parts made by Photochemical etching every day without realizing it.
Typical photochemical etching uses include:
- Fuel cell bipolar plates
- EMI and RFI shielding
- Encoder wheels
- Metal Mesh Filter & screens
- Springs and shims
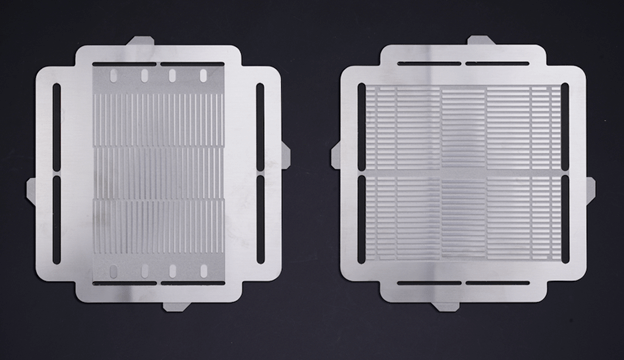
- Micro-perforated sheets
The process shines when parts need high precision but low mechanical stress. That’s why Photochemical etching shows up so often in electronics and energy systems.
In fuel cells, etched flow fields improve gas distribution. In medical devices, clean edges reduce contamination risk. In electronics, thin etched shields maintain conductivity without bulk.
Tolerances and Feature Sizes of Photochemical Etching

Photochemical etching offers very precise results and sizes for metal sheets. Most metal parts hold tolerances between ±10 and ±25 micrometers, and it depends on the metal type and thickness. In general, the smallest hole you can etch is about the same size as the metal’s thickness.
So if you’re using 0.2 mm-thick metal, the hole can be about 0.2 mm too. The space between features usually needs to be at least 1.5 times the thickness of the metal. One thing to watch for is undercutting, where the etchant spreads slightly sideways under the resist.
That’s why it’s important to choose a reliable brand that understands the process well and can manage these challenges effectively.
Achieving tight tolerances is not just about chemistry. It’s about process discipline, equipment consistency, and experience. This is where the difference between average suppliers and specialized providers becomes clear.
As a trusted name in metal etching, TMNetch photochemical etching service brings deep industry experience and engineering precision to every project. Our key advantages include:
- Stable tolerance control across large sheets, reducing variation from center to edge
- Optimized artwork compensation, accounting for etch factor, material thickness, and feature density
- Support for fine feature geometries, especially on thin metal sheets requiring uniform edge definition
- Consistent repeatability, even for complex or high-density patterns
- Process flexibility, allowing fast adjustments during prototyping or low-volume production
By combining precise process control with scalable capacity, TMNetch helps ensure that photochemical etching tolerances are not just achievable in theory, but reliable in real production environments.
How Sustainable or Clean Is the Photochemical Etching Process?
Many traditional methods, like CNC and laser cutting, use expensive tools and materials to make metal parts. Photochemical etching provides a cleaner way to make parts without cutting, grinding, or heat. Here are a few reasons that prove this process plays a big role in a pollution-free environment.
Lower Material Waste
Etching uses only the metal you need. Since parts are cut chemically, there’s no need for large allowances or scrap zones. You don’t lose material to tooling paths or cutting edges. That means lower costs and less waste going to recycling bins or landfills.
Closed-Loop Chemical Systems
The chemicals used for etching don’t just get wasted. Many engineers reuse and recycle the etchant. You can use solutions that are filtered, adjusted, and returned to the tank. It also makes chemical handling safer and more efficient.
No Mechanical Wear or Cutting Emissions
There are no blades, drills, or heat zones used in photochemical etching. This process is free from tool wear, dust, and air pollutants, like in grinding or stamping. This makes the process quieter, cleaner, and easier to control.
Main Costs and Production Benefits
The photochemical etching has clear cost and production benefits. In this method, there is no need for hard tooling. It saves between $1,000 and $5,000 in upfront costs. This makes it ideal for prototypes or short production runs.
If you need to change a design, only the phototool film is updated, which usually costs around $100 to $300. The process gives clean, repeatable results even for complex parts.
Since there’s no heat or pressure, the metal stays flat, and scrap rates are low. You can expect consistent quality and a 95% high yield. Furthermore, the photochemical etching process is cost-saving and suitable for highly result-oriented tasks.
How is Photochemical Etching Different from Laser Cutting, Stamping, Or CNC – Table Comparison
Photochemical etching is 360 degrees different from all the traditional methods. These methods have been used for decades with a lot of limitations, like thermal distortion and design constraints. Here is the detailed table comparing photo etching vs laser cutting, or photochemical etching vs stamping.
| Feature | Photochemical Etching | Laser Cutting | CNC Machining | Stamping / Punching |
| Material Stress | No mechanical or thermal stress | Thermal distortion is possible | Mechanical force may deform thin parts | High mechanical force; risk of warping |
| Edge Quality | Burr-free, smooth edges | May cause rough or heat-affected edges | Requires deburring for small features | Burrs are common; needs post-processing |
| Minimum Feature Size | As small as 25–50 microns (material dependent) | Limited by beam width and thermal spread | Tool-size dependent; limits on very fine details | Limited by die clearance and tool shape |
| Tolerances | ±10–25 microns on thin metals | Typically ±100 microns | ±25 microns or better, depending on setup | ±75–150 microns typical |
| Tooling Costs | No hard tooling required | No tooling, but higher cost per part for fine work | No tooling, but longer setup times | High upfront tooling cost |
| Material Limitations | Best for thin metal sheets (typically ≤1.5 mm) | Can cut thicker materials, but quality drops with thin parts | Good for thick or rigid parts | Works best for high-volume, thicker components |
| Lead Time for First Parts | 2–5 days typical | 3–7 days | 5–10+ days depending on complexity | 2–3 weeks for tooling, then faster |
FAQs about Photochemical Etching
What are the two types of etching?
There are two different types of etching. Wet and dry etching is commonly used in industry to shape the metal. Wet etching uses liquid chemicals to dissolve a specific metal part. Dry etching uses gases or plasma to remove material in a vacuum. Both methods are used in different industries.
Which type of light is generally used in the photo etching process?
The UV (ultraviolet) light is generally used in photochemical etching. It helps transfer the design from the photo film onto the metal’s surface. The UV light hardens the photoresist in the patterned areas. The UV is precise and works well with the special light-sensitive coating on the metal.
Is photochemical etching cost-effective for production?
Photochemical etching is cost-effective for low to medium volumes, especially when designs change often, as it avoids tooling costs and reduces setup time.
How precise is the photochemical etching process?
The photochemical etching process delivers high precision for thin metals, with tolerances typically tied to material thickness and excellent repeatability across complex geometries.
Final thoughts
To sum up, photochemical etching is a smart, precise, and cost-effective way to make complex metal parts. Many industries, like aerospace, medical, electronics, and automotive, already rely on this method.
The photochemical etching delivers fine detail, no mechanical stress, and fast design changes. These industries choose it because it fits tight specs, reduces waste, and handles tricky materials easily.
Many companies or brands provide the photomechanical etching service to make the metal shape. If you’re looking for a proven brand that brings your metal part designs to life, choose the manufacturer that supports tight tolerances. They should also offer full-service photochemical etching and work with many metals to provide high-quality results.